东莞市德立電(diàn)子设备有(yǒu)限公司
提供出售/租用(yòng)/回收各种二手ICT仪器设备
王先生(24小(xiǎo)时服務(wù))
189-2820-5011
提供出售/租用(yòng)/回收各种二手ICT仪器设备
王先生(24小(xiǎo)时服務(wù))
189-2820-5011
当前位置:首页 > 技术支持
TL-518FE系列操作指导书
发布时间: 2021-12-21
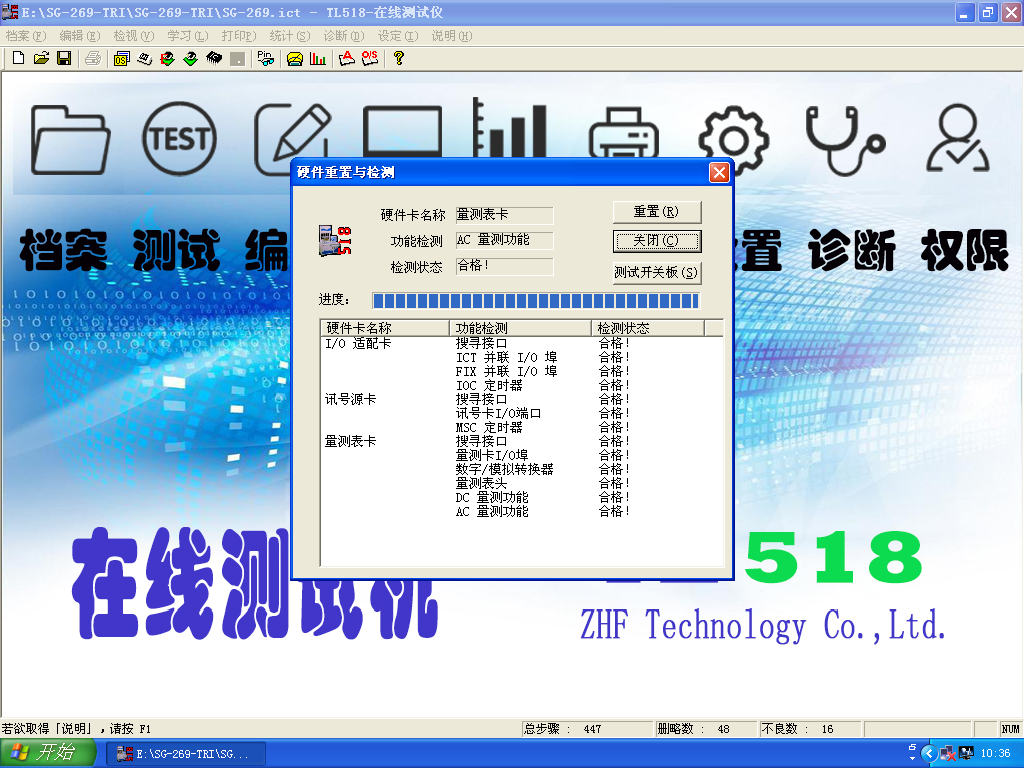
電(diàn)脑开机后自动运行TL-518FE,系统会自动检测硬件是否正常!如下图!
在拿(ná)到治具商(shāng)提供之治具后, 首先需將治具正確安裝于壓台上, 其具體操作步驟如下
a. 將氣源接入壓台, 調整兩點組合如右所示, 將上方黑色旋鈕向上拉起後左右轉動作調整, 使氣壓保持在0.4至0.6MPa之間;
b. 進入主程式畫面后, 選擇診斷( Alt+D )一項, 點擊選取下拉菜單中的[壓床按鍵設備]一項. 按動壓台上各按鍵時, 畫面上相 應 按鍵會作出相應動作!
c. 在按鍵設備測試畫面下壓UP鍵, 使壓床上升到頂! 將治具置于蜂巢板與壓台底座之間(注意有(yǒu)牛角的一方應向后), 并在治
具內放置一待測板. 壓START+DOWN鍵, 使壓床緩慢壓下,到距離治具天板5至10mm左右的距離時停下. 雙手移動治具,
使天板與蜂巢板以及治具底座與壓台底座鏍絲孔一一對準!
d. 確認無誤后, 將壓床壓下至與天板剛好接觸之位置(使天板稍微受力), 將天板及治具底座各鏍絲固定鎖緊. 天板與蜂巢板
前緣保持切齊.
e. 以上確認OK后, 將壓台緩慢壓下, 在壓至治具載板與下植針板還有(yǒu)2至3mm左右距離時停下, 查看所有(yǒu)探針是否有(yǒu)下壓
三分(fēn)之二左右行程, 以確保各測試點受力及接觸良好!
如OK, 請調整壓台上壓床行程調整下限開關位置(如下圖), 使其與測試微動開關剛好閉合! 同時在按鍵測試畫面下與之相對
應的微動開關: [壓床下壓至最低點] 也會動作且變綠!

f. 初步調整OK后, 將壓台上升到頂, 按Start鍵將壓台一次不間斷地壓至最低點, 查看此時下壓的狀態是否同先前有(yǒu)異!
如壓得過多(duō)或過少, 請調整下限感应开关位置! 反復動作几次, 直至OK為止! 確認無誤后, 退出按鍵設備測試畫面即可(kě)!
连接治具开关卡排線(xiàn)
a. 治具安裝好后,按治具后排牛角處所標識之序列號一一對應接好, 確認順序無誤!
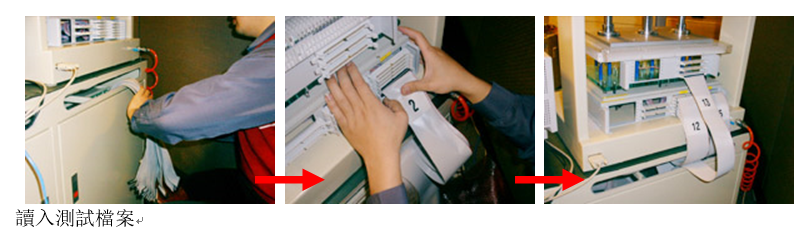
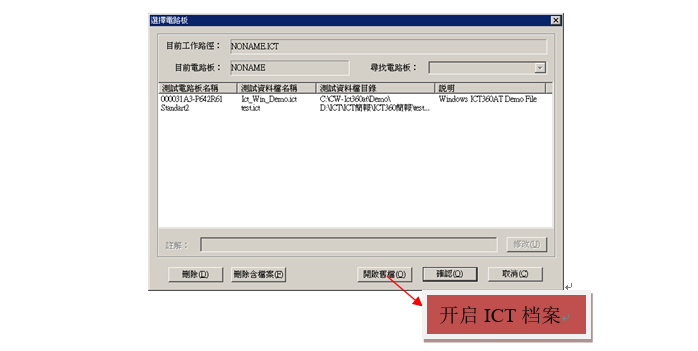
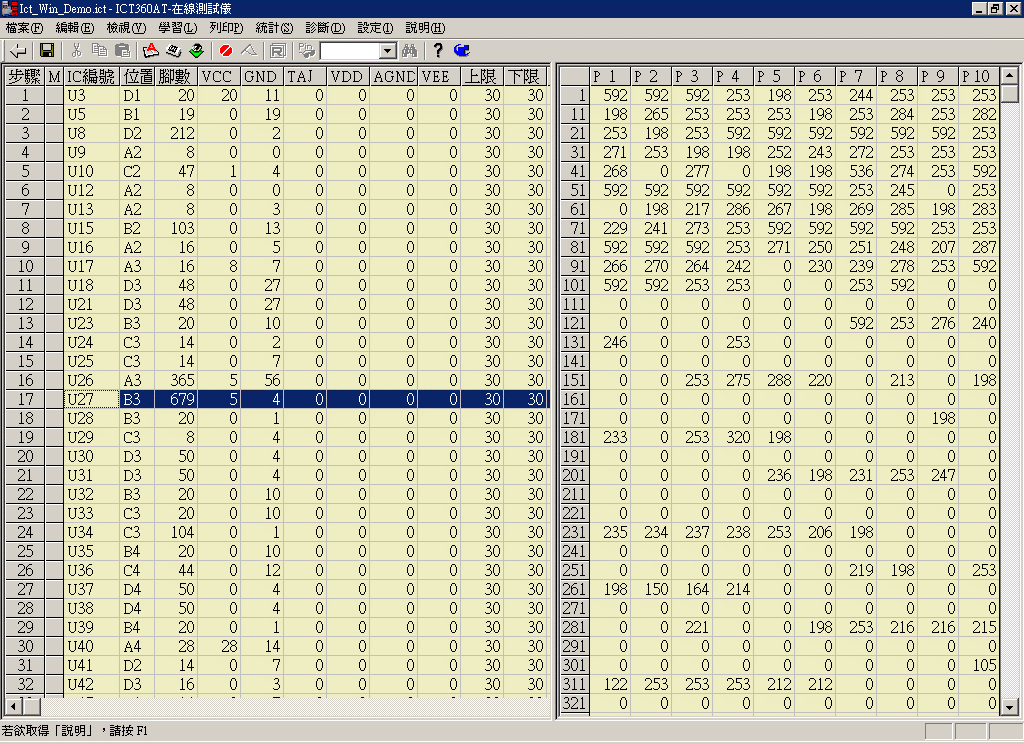
當治具廠商(shāng)所提供之檔案為 *.ict檔案時, 請先將此檔案複製至系統指定路徑下. 然後點選[档案-开启ICT旧档]此項, 按提示要求讀取此檔案. 讀取完畢后, 在主畫面下按F2或F3功能(néng)鍵進入元件編輯及IC編輯畫面, 查看各部分(fēn)資料是否正確完全!
在作程試調整之前, 首先要對一些參數進行正確的設定, 這也是作好一個程式Debug的必要前提! 其詳細設定如下:
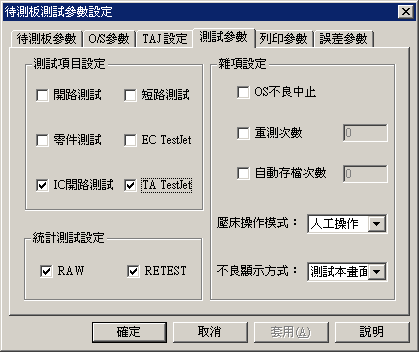
點選 [設定] 中的 [測試參數] 一項, 對視窗中影響測試的必要參數選項進行正確設定!
測試參數的設定, 一般需設定下列四項 :
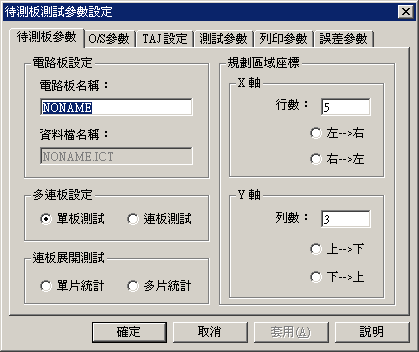
i. 待測板參數
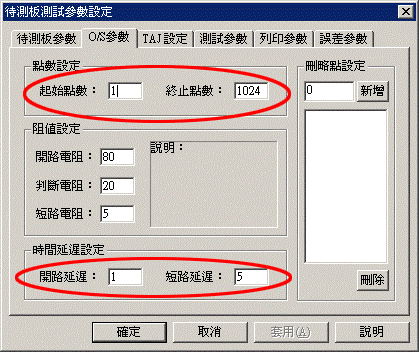
ii. O/S參數
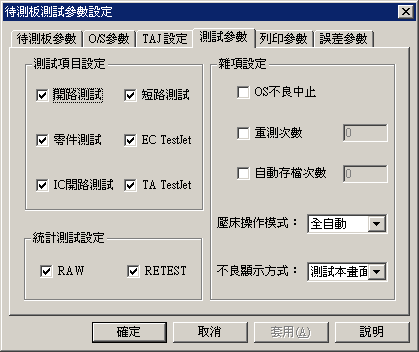
iii. 測試參數
a. 電路板名稱(Board Name)的設定應簡單易懂, 且能(néng)輕易讓操作人員根據此名稱對不同的基板程式加以區分(fēn)!
b. 規畫區域(Location)座標的設定, 應視治具商(shāng)制作治具所提供的針位圖所規畫之區域來設定!
a. 點數設定(Points)中的起始點數應固定設為1, 終止點數應設為針位圖所提供之最大Pin數!
b. 時間延遲設定中, 開路延遲(Open Delay)應不大于5, 短路延遲( Short Delay)應為5至20!
c. 阻值設定一般都設為初始值, 除有(yǒu)特殊要求才作更改!
d. 刪略點(Mask Pin)設定, 一般是將在調整程式(Debug)及測試過程中的部份開短路測試不穩定點號, 在此設定為不測!
a. 測試項目(Test Type)可(kě)視測試要求而自行選定! 在程式調整(Debug)過程中, 應按當前所作的除錯項而單獨選擇測試項目; 而在生產下線測試中, 如為一般測試, 即選取開路測試, 短路測試, 零件測試和IC開路測試! 如果有(yǒu)作電解電容極性測試或IC空焊感應測試, 還應選取EC TestJet和TA TestJet兩測試項目!
b. 壓床操作模式(Press Type), 在不同的測試狀態下設定應不同! 在程式調整(Debug)過程中, 應設為人工操作(Manual); 在生產下線測試中應設為全自動(Auto)!
壓床延遲時間設定, 一般都設為初始值, 除非有(yǒu)特殊要求才作更改!
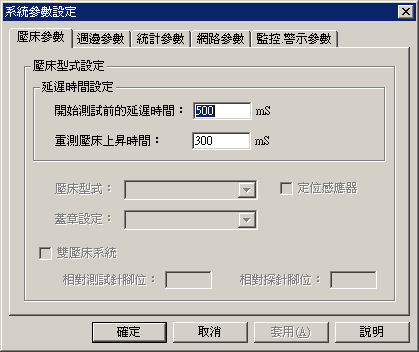
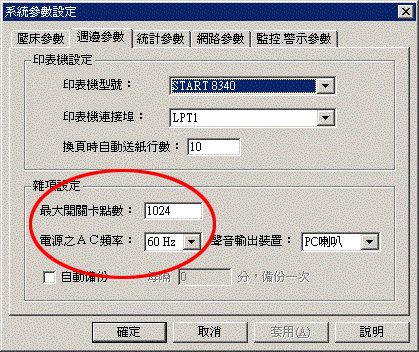
雜項設定中的電源之AC頻率(AC Frequency)應設為本地適當頻率(50Hz / 60Hz)
程式的學習(Learn)與除錯(Debug), 按先后順序可(kě)分(fēn)為以下三步驟:
I. 開短路學習及偵錯
II. 元件的學習及偵錯
III. IC學習及偵錯
所有(yǒu)步驟的學習及偵錯,均循以下程序進行:
I. 依不同測試模式(O/S, IC, 元件)作參數設定
II. 單片板在壓台保持下壓不動狀態下, 學習並重複測試
III. 單片板進行壓台連續上下測試
IV. 多(duō)片板替換進行壓台連續上下測試
以下首先分(fēn)別介紹單片板各測試模式之細節 :
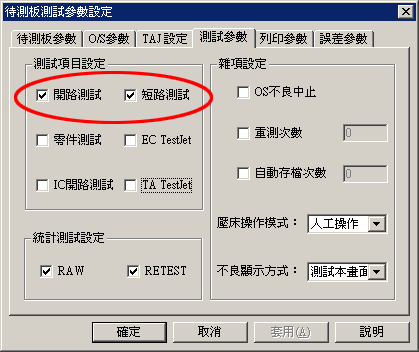
首先應將測試參數中的 [測試項目] 設為開路測試和短路測試, 如下圖所示 :
進行學習與測試 (壓床形式設定為手動模式)
選擇學習(Learn)中的快速O/S學習(Quick O/S Learn)進行開短路學習
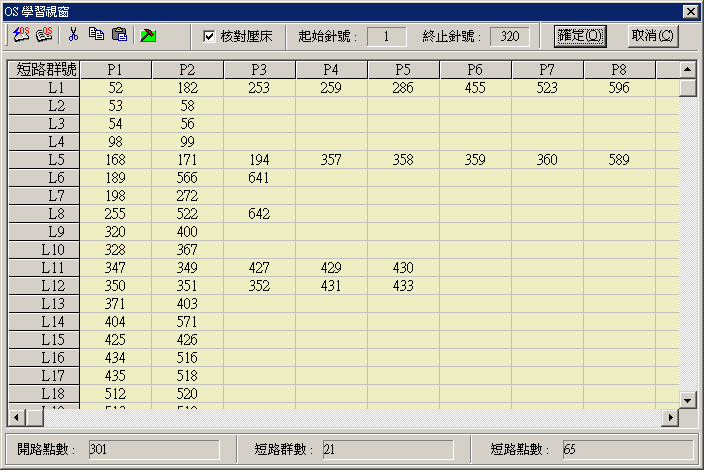
a. 待學習完成后, 在壓台保持下壓的狀態下按F5連續測試數次, 若出現開短路不良 :
§ 請查看待測板上是否多(duō)電感或電容! 如有(yǒu),打開O/S設定對話視窗, 適當加大Open或Short Delay后再學習.
§ 或選擇學習(Learn)中的詳細O/S學習(Detail O/S Learn)一項進行詳細學習, 直至連續測試數次都PASS為止.
参数的设定
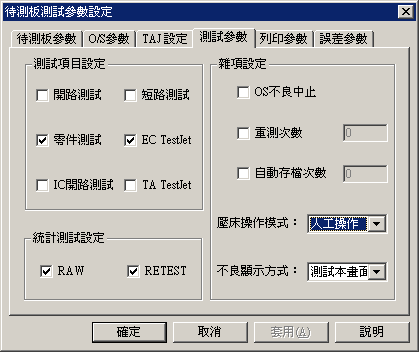
a. 首先應將測試參數中的[測試項目]設為零件測試, 如有(yǒu)作電解電容極性測試時還應選取EC TestJet測試!
a. 設定完成后,請選擇學習(Learn)中的元件學習/隔離, 在自動學習及隔離的畫面中選取元件學習, 程式會自動進行除錯及隔離.
b. 待學習完畢, 按F5作一次整機測試.
c. 按F2進入編輯畫面中, 針對先前測試的不良步驟進行人工除錯. 除錯步驟及方法請參照本公司 的说明书
(壓床操作模式設定為手動模式)
初步除錯完成后, 在壓台保持靜止的狀態下, 再按F5進行連續測試, 針對每次測試出現的不良, 再進行調整, 直至連續測試數次都PASS為止.
a. 首先應將測試參數中的[測試項目]設為IC開路測試,壓床操作模式選擇[人工操作].
b. 在主畫面下按F3進入IC編輯(IC EDIT)畫面, 查看待測IC所對應的腳數, 電源腳位設定值是否正確. 對有(yǒu)作TAJ測試的IC, 確認其中的上限與下限是否為10或20!
在IC編輯畫面下選擇自動學習(ALT+A), 視窗中將彈出IC自動學習之畫面, 選取IC列表中要作學習和測試的IC編號.
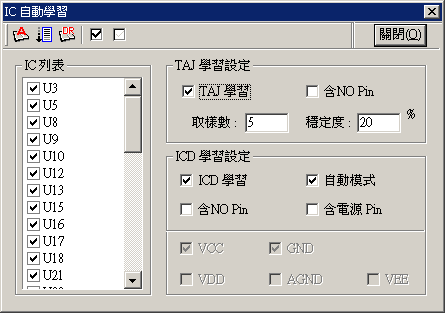
a. 對其中只作ㄧ般測試的IC, 請在ICD學習設定項中選取不同的學習測試方法:
§ 選取ICD學習項而不選取自動模式項時, 即表示被測IC各腳位是針對各自的選定的電源腳來進行學習和測試的! 請在VCC至VEE五個電源腳中手動選取!
§ 當選取自動模式時, 系統將自動在其中學習選取最佳的測試模式!
主畫面學習(Learn)中選擇學習有(yǒu)兩種:
a. 在IC自動學習畫面下學習
§ 查看各設定無誤后, 在IC自動學習視窗內按![]() 按鈕, 對所選取之IC進行自動學習.
按鈕, 對所選取之IC進行自動學習.
b. 展開後學習
§ 在IC自動學習視窗內按![]() 按鈕, 系統將按設定不作學習而將所有(yǒu)IC資料展開于元件視窗(F2)內的IC開路及TA Jet兩部份!
按鈕, 系統將按設定不作學習而將所有(yǒu)IC資料展開于元件視窗(F2)內的IC開路及TA Jet兩部份!
§ 回到主畫面下, 點選學習(Learn)下的ICD及TAJ自動學習.
§ OK后退出, 按F5作數次整機測試.
多(duō)連板狀況時適用(yòng)之
a. 當待測板為多(duō)連板時, 選取連板中的第一小(xiǎo)板(即點號最前的一板)! 可(kě)將其視為一單片板的測試, 按照前述學習及除錯方法完成此單板的調整!
b. 單板除錯完成后, 在主畫面下點選[設定]中的[連板編輯]一項, 進入多(duō)連板編輯視窗. 按照視窗內之提示輸入相關數據, 如連板數目為當前待測連板的最大數, 單板針點數為第二片連板之最小(xiǎo)點號減一!
c. 設定完成后, 點擊視窗左下的預設值, 系統將會在此畫面下將每一單板的資料自動生成便顯示出來!
d. 確認無誤后, 點選視窗下的連板展開,系統將會根據先前已調整完成的程式自動生成一連板程式!及偵錯(Debug)
a. 連續使壓台上下測試數次, 如出現的不良, 查看是否為針點與待測板接觸不良, 如是, 則調整或更換引起不良的探針.
b. 如非探針接觸問題, 請重複先前步驟做除錯調整.
c. 針對出錯頻率較高的步驟可(kě)先設定為刪略(MASK), 直至連續測試同一片板數次都PASS為止.
以10至20片良品板進行交換測試, 如仍有(yǒu)測到元件不良, 重複先前步驟, 直至一次測試所有(yǒu)良品板都通過即可(kě).
完成以上步驟后, 請將測試參數設定(Config)中的測試項目設定(Test Type)設為全選(O/S_COMP_IC), 壓床操作模式( Press Type)設為全自動(Auto), 即可(kě)上線測試
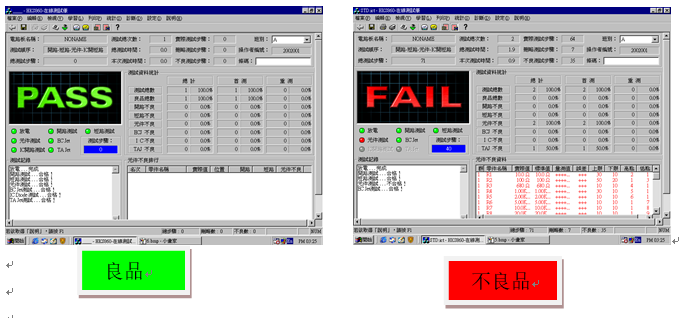
操作员进入测试画面(F5)开始测试,观察测试结果见下图: